随着国内企业对MES认知的提升,越来越多的制造企业已不满足单个工厂实施MES,而是考虑如何规划集团MES架构。对比国外MES产品和案例,关于集团MES架构的案例并不多,这说明中国是当之无愧的制造业大国,其制造业的复杂度,制造业的体量,已促进了中国制造业的各行业领头羊企业率先思考如何布局集团MES,多工厂MES。
本文就如何构建集团MES,多工厂架构,做一些经验分享,给相关企业一些参考。
集团+多工厂架构,从几个方面来讨论:
MES服务器架构如何构建;
MES功能如何划分;
如何做到多地的数据传输与稳定;
如何进行多工厂建模。
1 多工厂业务模型
集团多工厂模型复杂,因为各工厂、车间生产形态可能不一样、生产线不同、管理方法不同,以下是一个多工厂业务模型:如图1所示。
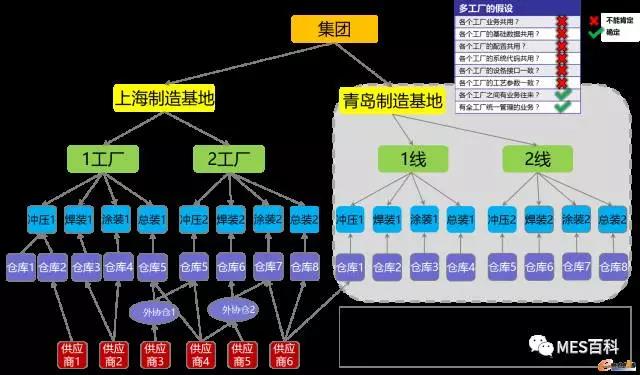
图1 多工厂业务模型
2 多工厂服务器架构
企业IT一般考虑投资效益,希望一套服务器能支持多个工厂的应用,每个工厂之间用专线或VPN方式连接,这样的好处是运维相对简单,由集团的IT专业人员对服务器、数据库、系统做运维,能保证系统的稳定;如图2所示。
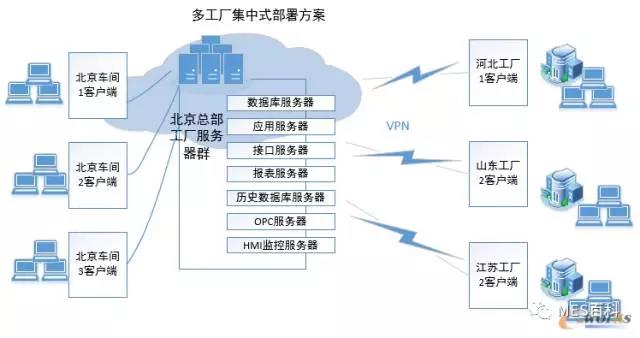
图2 多工厂集中式部署方案
如果集中一套服务器部署,服务器配置要求高,且要求每个节点冗余,包括数据库集群、应用服务器集群、接口服务器集群;特别是应用服务器需要2台以上做集群;网络必须支持冗余,交换机双节点、网络冗余(例如电信或联通双网络),通过这样的配置才能确保MES系统的高可用性,避免服务器和网络异常时,导致停线。如图3所示。
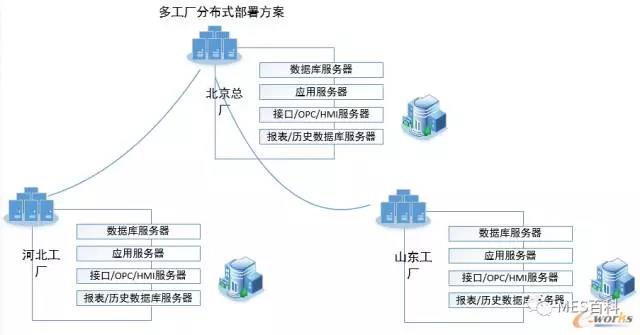
图3 多工厂集中式部署方案
如果每个工厂部署一套服务器,服务器可以精简,部分应用集中部署在一台服务器上,例如报表与历史数据库服务器;分布式部署,极大降低了服务器问题导致的停线,一旦服务器、系统或网络有问题,也仅仅是一个工厂出现异常。
但是分布式部署产生的问题是,集团IT希望运维能简易,数据能集中,否则某些区域的工厂不具备MES运维能力,缺乏运维人员,当MES系统出现问题时,不能及时解决;另外分布式部署,MES系统也难统一版本,各个工厂自主一套MES系统,重复开发与部署,代码和管理混乱;系统运维不标准,简单的数据库监控与备份也难每日确保执行;除了硬件投资翻了几倍外,数据库与MES授权费也是翻倍,无论是Oracle/Sqlserver数据库,还是MES授权,如果是多工厂分布部署,必定会产生服务器授权费,这样极大增加了企业实施MES的费用。
多工厂的数据交互复杂,需要增加接口开发来汇总集团需要的数据,例如集团的排产和计划监控、各工厂人员、设备的效益分析、各工厂的生产效率、产能统计,还有研发中心的工艺文件发布,都需要频繁的接口来汇集和分发数据;如图4所示。
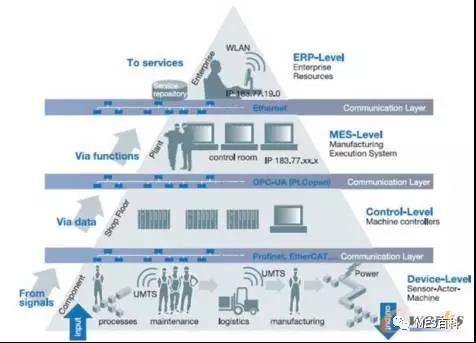
图4 多工厂服务器架构
那么MES能否像DMS销售系统、WMS仓储系统、甚至ERP那样,做到集中部署呢?或称为云MES呢?我们知道MES属于车间层,和车间控制层、设备层紧密结合,如果MES服务器放在异地,远隔成百上千公里,即使有企业专线,是否能和车间控制器、车间设备高速集成呢?一些多工厂企业,工厂之间已经架构了专线,把全国各个工厂连接在一个大的“局域网”内,只要通过防火墙或企业路由器,开放几个MES服务器IP和端口,即可简单接入MES,例如在新疆工厂,客户端电脑输入一个IP 172.168.x.x地址,就能连接到远在北京的MES服务器,那么在确保网络速度和稳定性都很可靠时,异地车间设备通过专线去集团MES服务器,会有什么问题呢?
不少集团IT在规划MES时,提出了刚才的问题,而且看似找不到这样做的弊端,但这样的思路方式,是没有站在MES所处的企业信息层级来思考的,因为MES是紧密和车间层结合的,虽然MES有部分功能是车间排产、车间物料配送、车间工艺指导,但更多的是车间设备集成,车间数据采集等,需要与设备大量进行数据交互。例如轮胎厂,仅仅在检验工序,一条轮胎需要经过均匀机检测、动平衡检测、X光机检测、外观检测,每条轮胎从检测设备获取的数据达到10条以上,一个轮胎工厂2条生产线,每小时产量3000条,等于每小时有3万笔数据,从设备传输到MES服务器;也就是说一个有规模的轮胎质检车间,每日2班可产生48万笔数据,每年产生超过1亿多笔数据,这么频繁的数据交互,不是ERP、WMS系统能比拟的,因为ERP等系统的数据,大部分是人工操作产生,并非如MES来自设备高频率产生的数据;当然有些工厂会使用生产实时数据库,例如Rockwell FT History、Wonderware Historian、GE Fanuc iHistorian,但如果要对数据进行快速分析计算,例如轮胎参数采集后,要立即根据检测数据进行轮胎等级判断,立即传输给轮胎分拣系统,那还是需要Oracle/Sqlserver这种关系型数据库进行计算;那么在高频率的MES与设备数据交互时,VPN专线的集中服务器部署是否就满足了呢?其实刚才的数据统计,已经说明了答案,我们都知道服务器有I/O瓶颈,内存瓶颈,CPU瓶颈,磁盘读写瓶颈,如果一个轮胎集团企业,把全国4个工厂集中在一个MES部署,那每小时会产生12万笔数据写入或读取;而那我们制造业有多少成本构建一个小型的12306机房,或一个门户网站的机房呢?而且MES平台是否要发展类似SAP的Hana内存数据库技术来解决高速访问的问题呢?所以当一个制造业集团的工厂越来越多时,集中式服务器部署,势必会遇到性能瓶颈而无法突破。
另外集中式部署,也增加了工厂停线的风险,大家都知道MES是支持智能制造、工业4.0的基础系统,一旦MES系统出问题,生产线就会停线,而多工厂集中部署,势必会导致所有工厂停线;另外MES功能和工厂的设备类型,生产线布局,管理模式紧密相关,例如一个生产风电的集团,有机舱工厂、电机工厂、叶片工厂、轮毂工厂、电柜工厂、装配工厂,我们如何在一套集团MES服务器内,部署6套不同形态的MES系统呢?是否要在一套MES内,通过参数配置实现6个制造形态,那么MES功能会变得非常复杂。虽然ERP能通过配置实现多个行业的功能,但毕竟ERP标准化程度比MES高很多。
3 多工厂功能架构
那么怎么解决一些集团制造业提出的MES集团化管理需求呢,例如有些企业的计划由总厂制定,物流配送由集团统一管理,产品研发数据由一个研发中心发布,MES基础数据由总厂维护,生产绩效由总厂管理,如果有这些需求,如果是分布式MES部署,那么数据接口会非常复杂,也无法支持集团的统一管理。HanThink 推出的SmartWork套件,良好的解决了这个问题,SmartWork把MES功能划分为PEC(Production Execute Center)车间执行层和PMC(Production Management Center) 车间管理层2个模块,PMC实现集团化部署,PEC实现分布式部署,与车间设备直接对接,例如以一个汽车制造集团为例,MES的PEC和PMC功能划分如下:如图5所示。

图5 MES PMC管理系统
PMC车间管理层把与车间关系不大、且通用性比较高的模块进行了集中,例如排产、基础数据管理、ERP接口、工艺文件等。PEC车间执行层,则集中在设备接口、车间ANDON,车间监控、车间打印这些模块,也就是脱离PMC层,在车间PEC层也能独立运行,在PEC层会驻留一定数据量的已排产的计划、已维护的基础数据,当然PEC层执行完毕的数据采集、生产产量、质量数据,也会定时传输到PMC层,作为报表统计依据;另外在PEC层不会一直驻留已生产数据,凡是过期数据,而且已经传输给PMC产生报表,那么在PEC层的生产数据会清理,这样让负责车间执行层的PEC始终处于数据不增长的状态,一直处于高频率执行车间的各种操作;而报表统计,历史数据查询,需要大数据、高消耗运算的,均在PMC层,包括历史数据库的迁移。这里特别要提到,如果要实现PMC集中化管理,企业的ERP、PDM等与MES接口系统,也需要实现集团化管理,例如ERP就不能每个工厂各一套系统,而必须也用集中式部署,否则会造成一套MES PMC要开发多个不同ERP的接口。
4 多工厂接口架构
PEC层提供多种与车间设备接口方式,特别针对常用的设备,已有插件配置,可直接配置完成连接,例如阿特拉斯\马头的拧紧设备、Fanuc\西门子数据机床、梅特勒\赛多利斯的电子称,这样可以让多工厂的PEC能尽量功能统一,维护简单,以下是PEC常用接口:如图6所示。
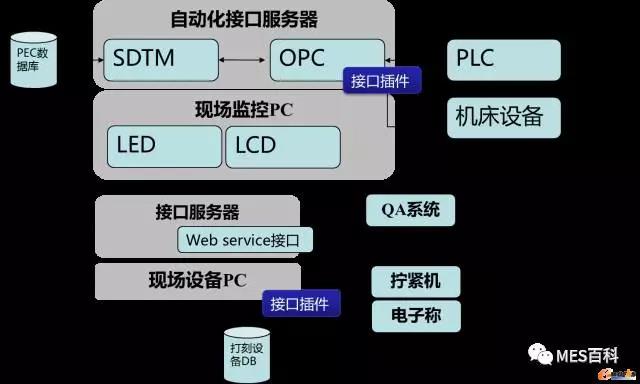
图5 MES PMC管理系统
在PEC和PMC之间的数据传输,采用MQ消息机制传输,确保数据传输的稳定与高效,一个集团PMC可支持与多个工厂的PEC接口通讯,即使是某个工厂的生产模式非常特殊,那么它的PEC系统,能独立运行,基础数据、计划等可以用导入方式,例如企业在国外投资一个组装工厂,生产计划不稳定,完全人工制定,产量也不大,那么就只需要部署一个简易的PEC车间系统,不需要和集团PMC系统接口。
以下是集团PMC和车间PEC的接口模型:如图7所示。
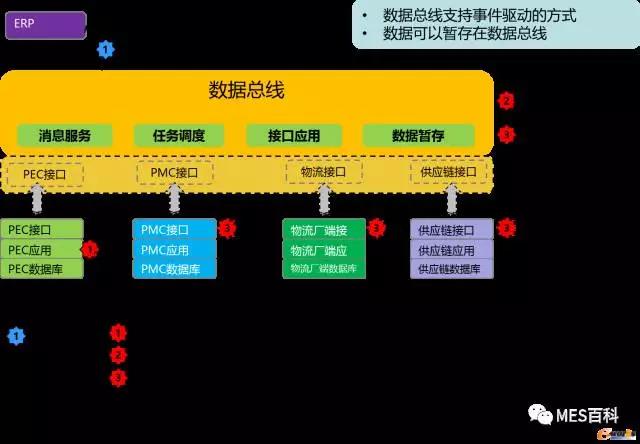
图7 集团PMC和车间PEC的接口模型
PMC,PEC多工厂架构完成后的方案如下:如图8所示。
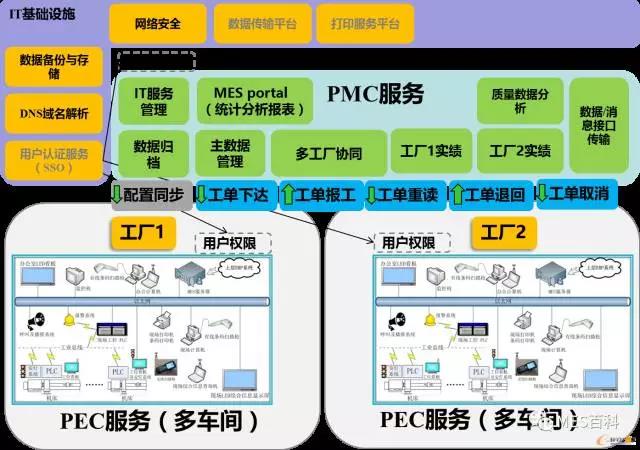
图8 PMC,PEC多工厂架构完成方案
这里特别要强调从设备到上位数据传递的变化,即要按数据频率,分散在设备层、车间控制层、MES层、ERP层,而且越往设备层,数据传输频率越高,数据缓存越小;例如设备停线数据,如果是设备瞬间中断的毫秒级数据,在设备层只会有短暂的脉冲信号存储,而到了秒级的停线信号,则会发给车间PLC层,在PLC里做一定缓存,显示在车间HMI显示屏幕,提醒车间注意,而如果是分钟级别的停线信号,则要发给MES,在MES存储,维护停线原因,并做分析班次、车间的停线分析报表,而ERP需要的停线数据,则需要到月数据,年数据;这样的数据设计分布,会把高频率的信息交互交给底层处理,而减少上位系统的处理压力。这个设计模型,也贯穿在SmartWork的多工厂模型中,从而提高了MES平台的稳定性。如图9所示。
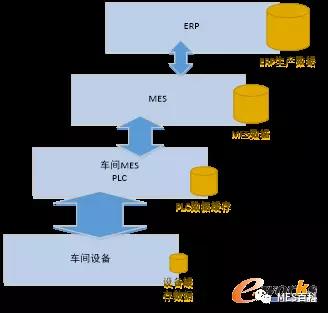
图9 层次设计模型
5 多工厂对象建模
关于在构建PEC车间执行层时,如何能满足一个集团多个不同制造形态,必须要在MES平台依据ISA95要求的4类9大模型来进行生产建模,这样才能灵活配置生产过程,而不是为一个生产形态而开发一套系统,那样就无法做到一个集团下MES系统的高度整合。HanThink SmartWork即是按ISA95来构建工厂对象,用对象配置,以及提供对象API方法,快速构建工厂生产流程:如图10所示。
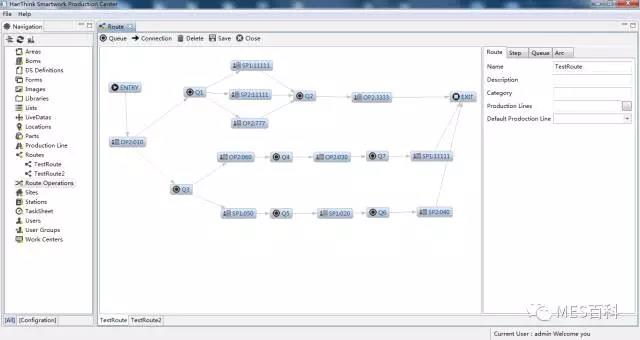
图10 HanThink SmartWork
6 总结
集团制造业选择集中式部署还是分布式部署,取决于MES要实现什么样的目标,以及规划的MES方向。如果MES重点在车间控制,与设备高度集成,那么毫无疑问是用分布式部署,集团报表管理模式;如果MES重点在生产管理,统一生产协调,而把设备采集、控制已分布到各个设备供应商完成了;而且多工厂的生产模式比较统一,那么MES可以集中部署,方便维护与管理。
【编辑推荐】
- 技术、战略到管理:来认识一下CIO知识世界的进化攻略
- 将金融诈骗扼杀在摇篮里!看人工智能在反欺诈领域的应用场景
- 从新零售视角定义新服务:科技是第一生产力
- MES实施中最可怕的是需求变更!
- 制造业产能共享将成为制造业发展的一个重要趋势?